If our range does not quite meet what you are looking for, our technical support and research and development teams will work with you to solve your chemical problem and supply the perfect solution.
A New Generation of Conformal Coatings for Challenging Operating Environments
Electrolube’s Phil Kinner discusses the evolution of tougher, more environmentally friendly conformal coating materials that have been formulated to cope reliably with the rigours of modern electronics deployments.
Modern electronic assemblies are increasingly expected to survive hostile operating environments and work reliably in conditions of prolonged high temperatures in the presence of thermal shock and high humidity, and where the assembly may be subject to condensation, corrosive agents or other types of chemical attack. Despite this, weight-saving measures have reduced the robustness – and therefore the protective properties – of enclosures and at the same time, environmental legislation continues to limit the use of those considerably more versatile solvent-based protective materials.
In response to these challenges, a new generation of solvent-free, high-performance, two-part conformal coatings has been developed to provide a level of protection that is compatible with that offered by an encapsulation resin, but having the ease of application of a conventional coating. Electrolube’s 2K product series is a prime example of this and will be discussed in more detail, later in this article.
A conformal coating provides that essential secondary line of defence beyond that of the enclosure, so in order to achieve long service life for an assembly deployed in a harsh operating environment, it is useful to consider the common modes of attack and, ultimately, how they may be tackled. When selecting a suitable conformal coating material for harsh environments, the following issues must be addressed: the potential for corrosion and condensing conditions and/or immersion in water, component spacing and tin whisker formation.
Corrosion
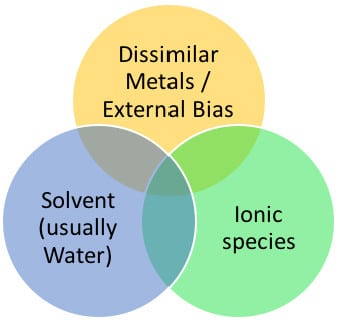
Corrosion is a complicated, diffusion controlled, electro-chemical process that takes place on an exposed metal surface. Despite the range of potential mechanisms and causes, in the majority of cases, three requirements must be met in order for corrosion to take place: the presence of intrinsically electrochemically dissimilar metals (e.g. Gold/Silver and Nickel/Tin), or the creation of an anode and cathode by application of applied bias; the presence of an ionic species (salts, halides, hydroxides and so on); and the presence of mono-layers of condensed water to dissolve the ionic species, producing an electrolyte solution. Preventing corrosion involves the removal of at least one of these pre-requisite conditions.
Choice of metals is limited to those used in the solder and solder finish chemistries (which are dissimilar), and there will always be areas of potential difference due to the nature of an electronic assembly. Cleaning can help remove ionic species, but cannot prevent their re-deposition from the operating environment.
Conformal Coatings help prevent the formation of electrolytic solutions by acting as moisture barriers. All metal surfaces on a PCB need to be sufficiently well coated to prevent exposure to a potentially corrosive environment; even small voids in the coating that expose the metal surface can actually accelerate corrosion under certain environmental conditions. The conformal coating challenge is to achieve an appropriate level of coverage of all exposed metal surfaces across the three-dimensional, complex topography that defines the modern PCB.
In addition to this ‘perfect’ coverage, the coating also needs to provide a barrier against moisture while achieving good adhesion to the substrate to prevent delamination. Once a coating is delaminated, moisture ingress will occur, ultimately producing an electrolytic solution from contact with any pre-existing ionic contamination – another very good reason for thoroughly cleaning the board prior to conformal coating application.
Condensation
Where there is a significant level of humidity, certain areas of an assembly may drop below the dew point and water will condense on the PCB surfaces, significantly reducing insulation resistance. While pure water is not a particularly good conductor of electricity, any ionic impurities present on the PCB surface will become solubilised to form a conductive pathway. As well as leading to corrosion as described above, these conditions will severely test the insulation resistance of the coating.
For all intents and purposes, these are immersion conditions, and water will very quickly find weak spots or voids in the coating. If the coating is thin in certain areas or non-existent, the insulation provided will be negligible – certainly less than optimal. Any conductive solution will enable the passage of electrical current from one weak spot to another, resulting in temporary failure (reversible when the board dries out), or irreversible failure if conductive corrosion products, dendrites or other permanent forms of conductive pathways are deposited on the surface of the coating.
Component spacing
Although air is normally an excellent insulator, it can break down in the presence of an electric field greater than 3kV/mm and become partially conductive. Breakdown voltage in air will depend upon the separation of components populating the PCB. If the potential difference between adjacent components is sufficiently high, a complete electrical breakdown in air will culminate in an electric arc that bridges the entire gap between the components. Conformal coatings provide additional insulation resistance and designers can use them to achieve more compact assemblies by placing components closer together than would otherwise be possible without a coating.
Tin whisker formation
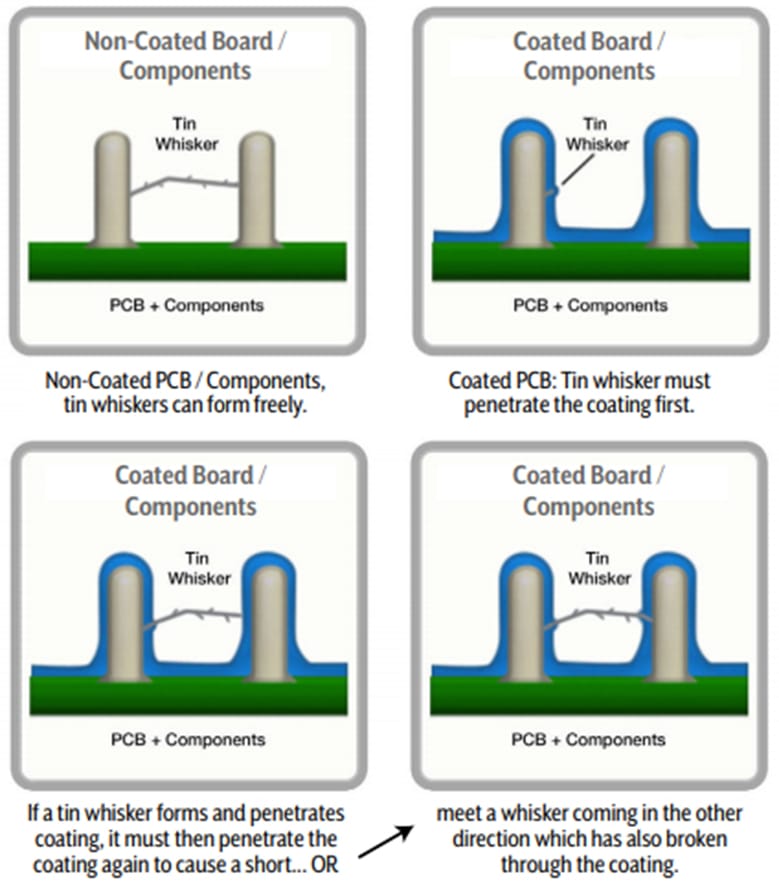
Conformal coatings can also be used to prevent problems posed by tin whisker formation which can lead to localised short circuits. Although current research has shown it to be unlikely, a tin whisker eruption needs to puncture and penetrate out through the coating. And in order to produce a short circuit, the protruding tin whisker must either meet another protruding tin whisker from an alternative polarity or penetrate back through the coating to a place of opposite polarity.
Computer modelling reveals that as long as there is adequate coverage and thickness of conformal coating on conductive surfaces, it is unlikely that tin whiskers will penetrate the coating once, and to do so twice would be a practical impossibility. That leaves the only real potential failure mechanism as two protruding tin whiskers meeting and forming a short circuit, which is a statistically insignificant probability.
The two-component approach
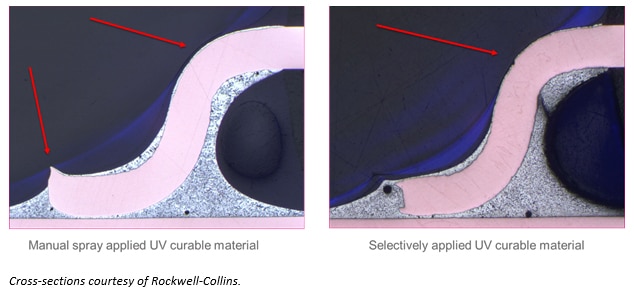
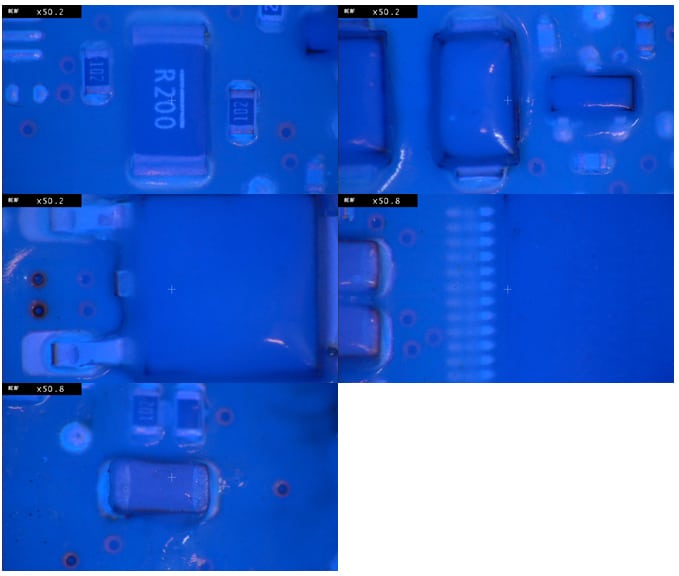
For conventional liquid-applied materials and application processes, achieving good coverage and thickness has been shown to be problematic. For example, in a recent IPC ‘state of the industry assessment’, which contained an analysis of literally thousands of cross-sections, it was reported that little or no coverage was obtained on many common component leads and bodies for all material/process combinations. Given the importance of edge-coverage and thickness, and the need to achieve both while still maintaining other performance requirements, such as thermal shock resistance and tolerance of thermal cycling, a new coating concept was developed to meet these challenges.
Cross-sections courtesy of Rockwell-Collins.
Electrolube developed its 2K conformal coatings series to provide a solution to common problems faced by manufacturers experiencing performance issues with current coating solutions for harsh environments. The 2K high performance two-part conformal coatings series offers capacity for greater coating thickness and enhanced edge coverage while being VOC-free, fast-curing and a more economical, solvent-free alternative to silicone materials. Moreover, many of the coatings in the 2K range are hydrophobic and therefore provide excellent protection against water immersion, salt mist and humidity, making them ideal candidates for automotive sensors and under-hood electronics.
2K materials comprise two components: a resin and a cross-linker, both remaining stable when kept separate. Once mixed in the correct ratio, a chemical reaction occurs to form a solid polymer. By adjusting the resin and hardener chemistries, a wide variety of polymers can be produced, ranging from soft rubber-like materials to high-strength glass-like materials. Traditionally, many of these 2K materials are solvent based to extend their workable life and enable the use of existing application methodologies. However, with growing restrictions on solvent-usage, the industry’s efforts to produce solvent-free solutions have gathered pace.
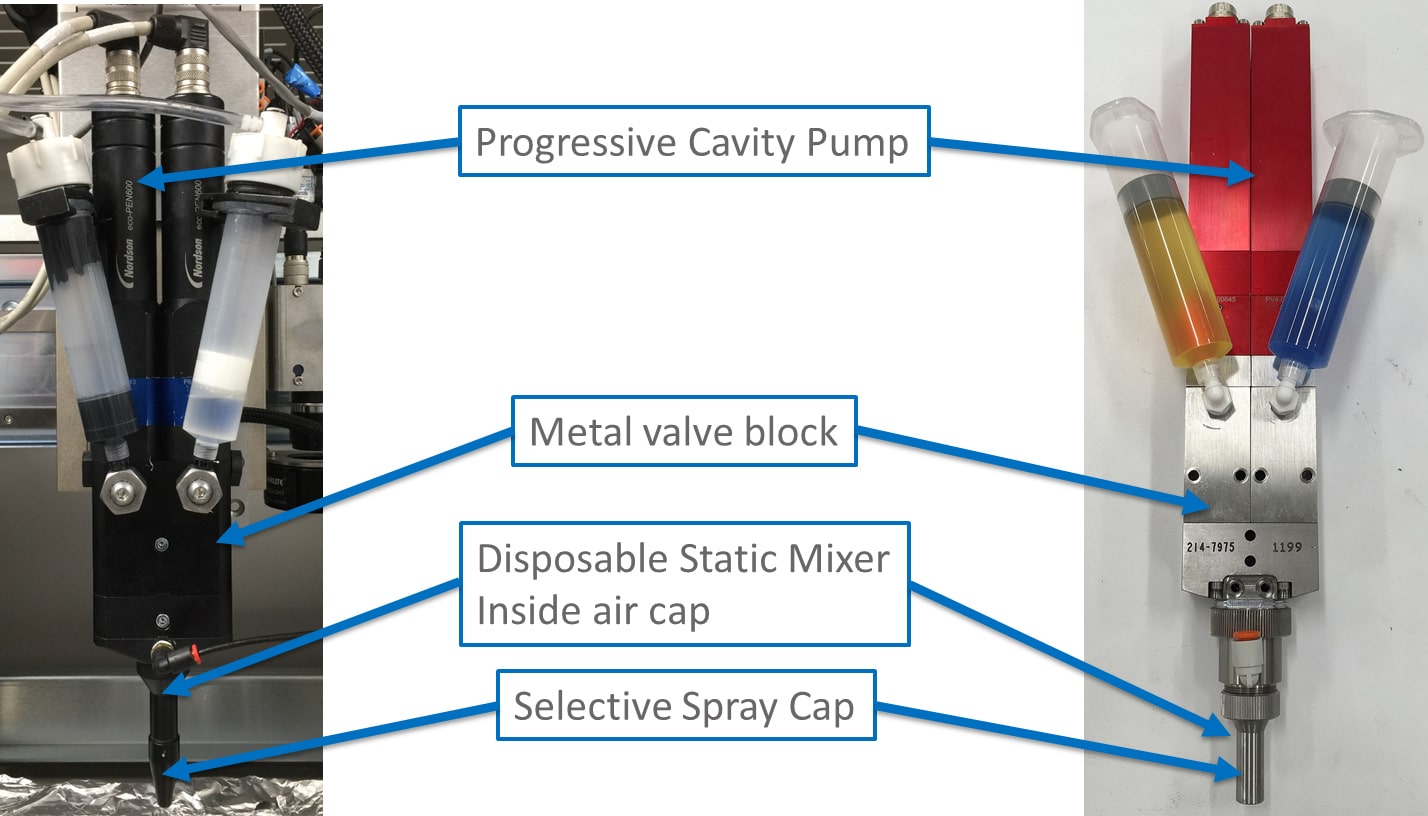
Solvent-free
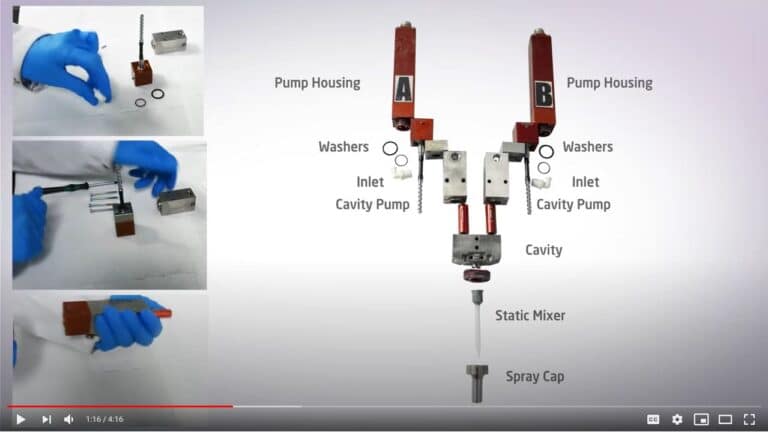
Electrolube’s move to a solvent-free 2K system required a new approach to mixing and delivery. With coating applications, controlling the flow rate at a suitably low level whilst also maintaining the correct mix ratios, was the key challenge and has recently been overcome by the use of specially developed, low volume progressive cavity pumps. These accurately control the flow rates of the individual components of the formulations within ±1%, maintaining control of the volumetric mix ratio to the point of mixing and immediately prior to application, ensuring consistency in the properties of the dispensed materials and a rapid cure. Additionally, the spray head velocity can be up to three times faster than traditional 100% solids materials spray applications, significantly reducing coating cycle times.
This application technology enables all of the 2K range of materials to cure within 10 minutes at 80°C, the typical dry-time and temperature for a solvent-based acrylic. Indeed, the latest addition to the 2K range cures primarily with UV radiation (using conventional microwave or arc-lamp systems or the latest LED technology), whilst the chemical cure ensures complete-curing within shadowed areas in just a few hours, compared with weeks or months for moisture initiated secondary cure mechanisms. Electrolube’s 2K850 two-part, UV cure coating combines the speed and convenience of UV cure, enabling an immediate tack-free coating, with the benefits of Electrolube’s 2K conformal coating system, enablling complete cure at room temperature within 24 hours, compared to the minimum industry average of about 8–14 days.
In rigorous testing, these new two part systems demonstrate very impressive performance when compared with other coating types. The fact that they can be applied thickly (as much as 300µm) without suffering from cracking during thermal shock testing, enables a greater degree of component lead coverage to be achieved. This, in turn, results in improved performance during powered salt-spray testing, mixed flowing gas (MFG) testing and condensation testing using the NPL’s new condensation test method – all gruelling test regimes commonly used during automotive qualification campaigns. A good example is a recent test of 2K coated automotive engine control unit assemblies which were subjected to 1,000 thermal shock cycles from -40°C to +140°C without stress cracking.
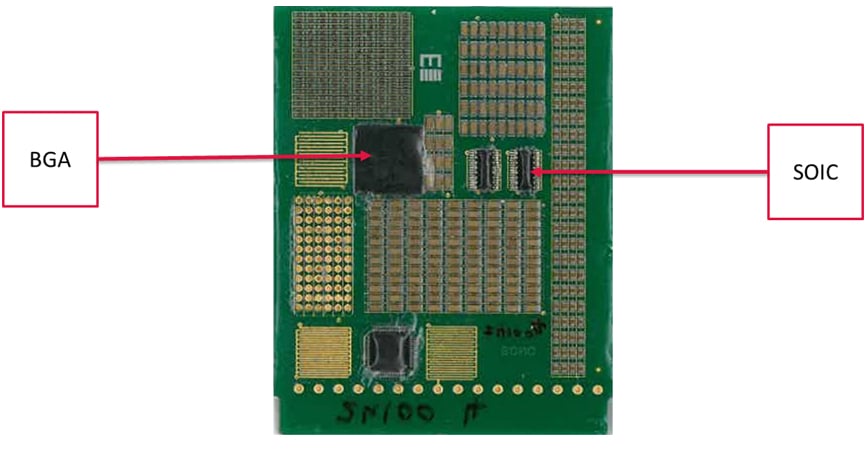
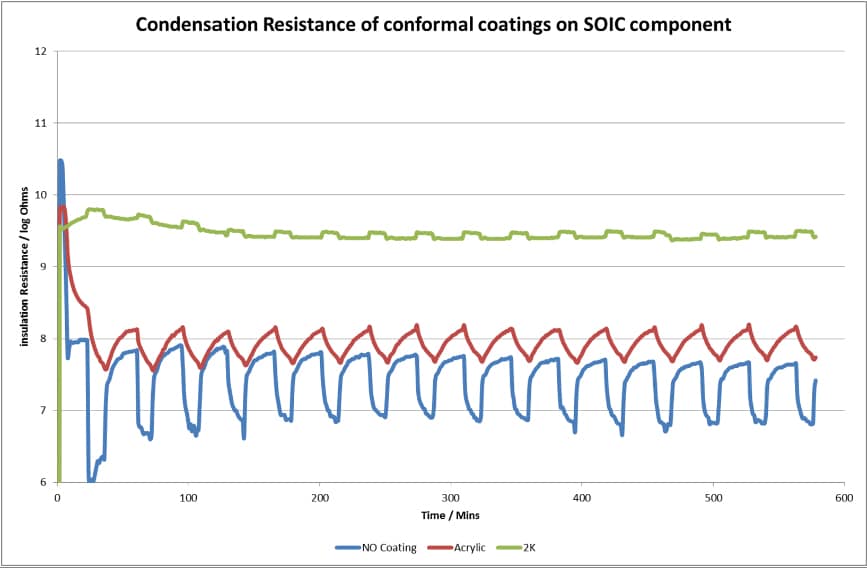
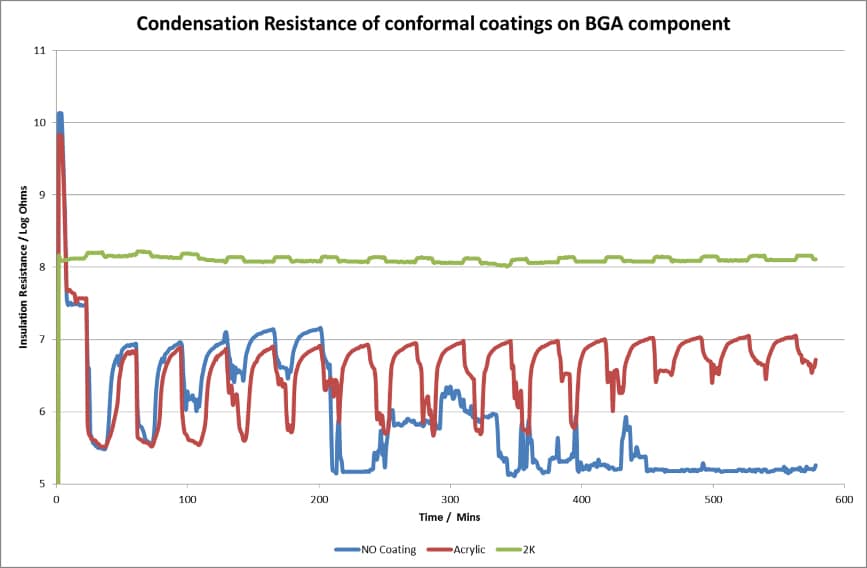
In other Electrolube experiments, undertaken during the 2K development project, a surface insulation resistance (SIR) test board was tested uncoated, selectively coated with a solvent-based acrylic and selectively coated with a 2K material to evaluate NPL’s new condensation test method. The results show that for both BGA and SOIC component types, the SIR results with the 2K coating remained two orders of magnitude higher and hardly varied, irrespective of whether the material was covered with condensed water or not. There was a fairly significant difference for the acrylic, depending on whether the material was under condensing conditions or not, while for the BGA device evidence of dendrite formation showed up in the uncoated evaluation.
2K conformal coatings provide reliable sharp edge coverage and while they are normally applied thinly (50-75μm), they have also been designed, formulated and tested to be applied at much greater thicknesses (250-300μm) to facilitate superior encapsulation of components and component leads without incurring issues associated with thick coatings, such as cracking during thermal shock testing.
The extreme protection provided by the increased thickness and superior coverage capabilities of Electrolube 2K materials will be valued by many automotive and aerospace suppliers struggling with increased demands from OEMs for improved performance in terms of condensation resistance and the integrity of powered-up sea-water immersion applications.
Don't miss out - subscribe to receive email from Electrolube.
Be the first to hear about new products
Keep up-to-date with developments in electro-chemicals for your industry
Receive technical articles from our team of experts
Electrolube values and respects your privacy. Please read the Privacy Notice for more information.
Connect with Electrolube
Our unrivalled, very personal customer service also extends to every corner of the world. You can rely on our fully trained staff to be knowledgeable and up to speed with the latest technological developments. Having a named single point of contact helps ensure we work closely with our customers, solving problems in the most efficient way possible. For the latest news and updates from Electrolube, follow us on our social channels using the links below: